-

-
深圳市二荣科技有限公司
-
13632560173

热门搜索:
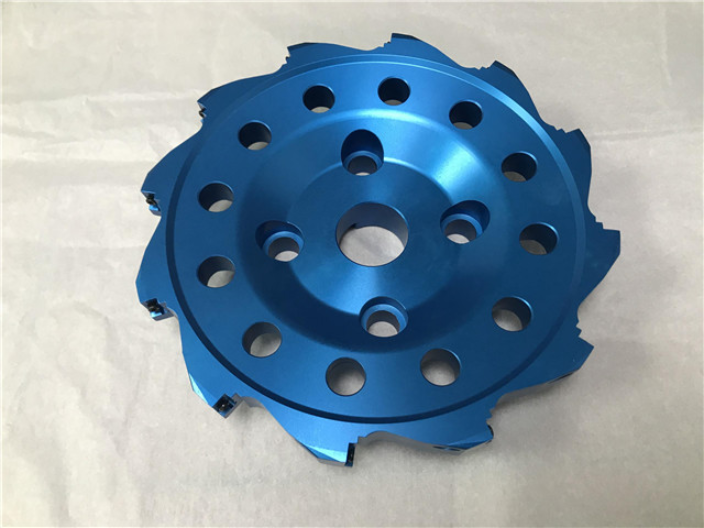
数控刀具从切削工艺上可分为:车削刀具,分外圆、内孔、螺纹、切断、切槽刀具等多种;钻削刀具,包括钻头、铰刀、丝锥等;镗削刀具;铣削刀具等。可加工性和经济性,为便于制造,深圳新型铝刀盘参数,刀具材料应具有良好的可加工性,包括热加工性能、机械加工性能,深圳新型铝刀盘参数,磨削加工性能等,从而追求高的性价比,深圳新型铝刀盘参数。一般而言,PCBN、陶瓷刀具、涂层硬质合金及TiCN基硬质合金刀具适合于钢铁等黑色金属的数控加工;而PCD刀具适合于对Al、Mg、Cu等有色金属材料及其合金和非金属材料的加工。下列出了上述刀具材料所适合加工的一些工件材料。铝刀盘生产出来的铣刀的质量和型号都是非常齐全的。深圳新型铝刀盘参数
机加刀具选择不同的几何角度,对刀具寿命的长短有决定性的意义,同时对工件的加工质量、生产效益的高低都有很大的影响,对加工机床的要求也很高 。前角,总的来看,大前角利于刀具的锋利,让切削变的轻快,但刀具的整体强度和刀具韧口强度会被削弱,耐冲击和耐磨性变差;小前角甚至负前角加工工件时,刀具耐冲击和摩擦的性能好,随着负前角一定值的减小,后刀面磨损面积变化不大,但总体呈减小趋势,但同样负前角加工时,其自身的弊端是切削阻力大,增大了切削振动,切削表面质量变差,所以选大前角还是小前角不只要考虑刀具的性质,还要考虑加工的性质 切削刀具。深圳通用型铝刀盘定制铝刀盘特殊加工,在熟练掌握了加工中心的功能之后,配合一定的工装和专门使用工具。
机加刀具磨损及改进,金属切削加工中,机加刀具需要承受很高的切削力以及切屑沿刀具表面高速滑移摩擦而产生的大量的热,使刀具处于一种较具恶劣的加工环境中。切削中切削力的大小往往是在一个值的附近做窄幅震荡,微观上造成一个又一个C原子获得足够的能量后从晶格中逸出,造成晶体缺陷,原子间引力减弱,在外力持续作用下,晶格之间发生剪切与剥落,逐渐形成晶格层面的磨损,达到一定数量的晶格层面磨损后就会逐渐形成刀具的磨损表面。
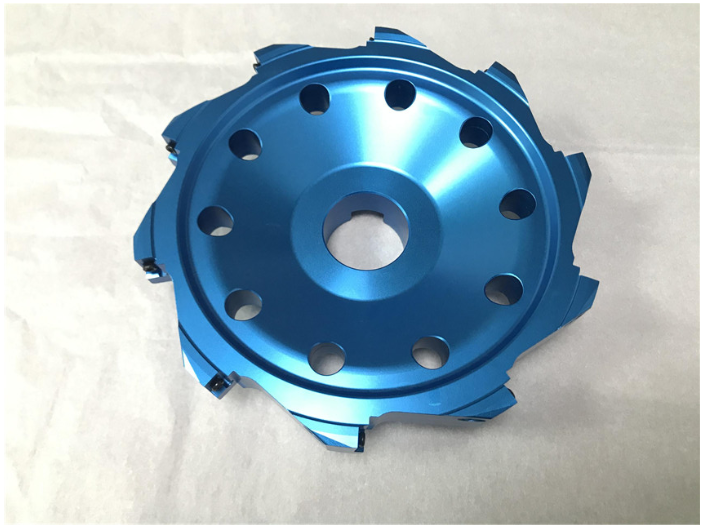
铝刀盘的加工精度。首先考虑加工设备,由于精度要求高,以前的立式、卧式加工中心共同完成的精加工工序对精度无法控制,而且中心定位孔40H7(以前公差)是在之前加工的,并不是在装夹完成,也存在加工时的安装定位误差。现在采用五轴加工中心VMC0656,实现立卧转换,所有精加工尺寸在一次装夹完成,中心定位孔改为40JS6,该孔采用粗镗后留磨量0.2mm,在五轴加工中心上安装一个磨杆,安上砂轮,磨削至成品,彻底解决了基准孔加工误差大、难以控制的问题。同时其他精度尺寸也一并完成,精度很好,完**够达到铝刀盘互换所需的精度。铝刀盘需要用砂轮的圆角对铝刀盘进行磨边。
从对温度的依赖程度来看,刀具正常磨损的原因主要是机械磨损和热、化学磨损。机械磨损是由工件材料中硬质点的刻划作用引起的,热、化学磨损则是由粘结(刀具与工件材料接触到原子间距离时产生的结合现象) 、扩散(刀具与工件两摩擦面的化学元素互相向对方扩散、腐蚀) 等引起的。(1) 相变磨损。当刀具上较高温度**过材料相便温度时,刀具表面金相组织发生变化。如马氏体组织转变为奥氏体,使硬度下降,磨损加剧。因此,工具钢刀具在高温时均用此类磨损。(2) 氧化磨损,氧化磨损是一种化学性质的磨损。铝刀盘当机床过载时,须减少回切,这优于降低进给速度。深圳精加工铝刀盘出售
对于铣刀盘来说,其铣削深槽很方便,而且效率也非常的高。深圳新型铝刀盘参数
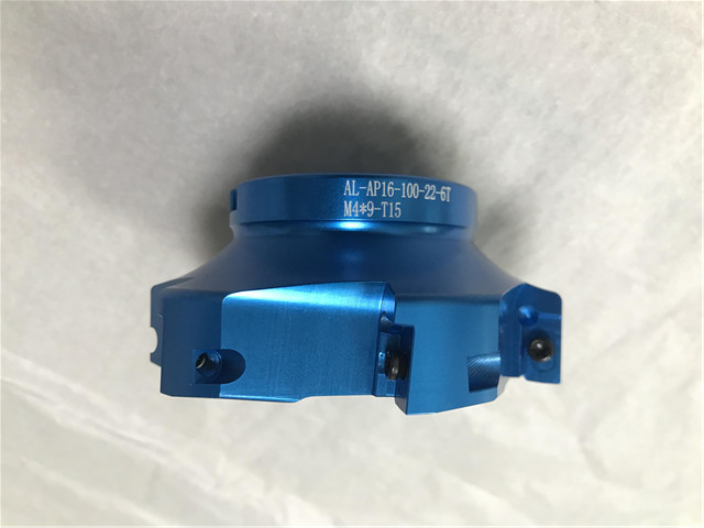
加工中连结恰当的有效刀具包角,使得刀具的每一个有效加工齿可以大概较大限度地包管较长冷却时间。加工中连结恰当、恰当地刀具有效包角,非常有利于提升难加工质料的切削效率、延伸刀具加工寿命,对付加工难加工质料零件较为重要。刀具有效包角,反应到切削参数上与切削深度Ap和切削宽度Ae以及刀具直径Dc有着直接的干系。特别是在加工难加工质料时,应只管即便克制满刀切削。在实际加工中,刀具的切削包角每增大一倍,刀具寿命会淘汰约30%。深圳新型铝刀盘参数
深圳市二荣科技有限公司是一家集生产科研、加工、销售为一体的**企业,公司成立于2016-03-10,位于松岗街道楼岗大道5号创裕工业园A-8号。公司诚实守信,真诚为客户提供服务。公司主要经营铝刀盘,五金塑胶,五金件,电子产品等产品,我们依托高素质的技术人员和销售队伍,本着诚信经营、理解客户需求为经营原则,公司通过良好的信誉和周到的售前、售后服务,赢得用户的信赖和支持。公司会针对不同客户的要求,不断研发和开发适合市场需求、客户需求的产品。公司产品应用领域广,实用性强,得到铝刀盘,五金塑胶,五金件,电子产品客户支持和信赖。深圳市二荣科技有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到五金、工具行业内客户认可和支持,并赢得长期合作伙伴的信赖。