-

-
深圳市二荣科技有限公司
-
13632560173

热门搜索:

加工中心刀具的选择。刀柄的选择。1)、依据被加工零件的工艺选择刀柄。2)、刀柄配备的数量:与被加工零件品种、规格、数量、难易程度、机床负荷有关。3)、正确选择刀柄柄部形式。4)、坚持选择加工效率高的刀柄。5)、综合考虑合理选用模块式和复合式刀柄。工具系统:1、工具系统发展趋势:向着柔性制造系统和模块化组合结构发展。2、车削类工具系统。3,深圳航空铝铝刀盘批发,深圳航空铝铝刀盘批发、镗铣类工具系统:分整体失和模块式工具系统,深圳航空铝铝刀盘批发。刀具选择总的原则是:安装调整方便、刚性好、耐用度和精度高。铝刀盘刀具按工件加工表面的形式可分为五类。深圳航空铝铝刀盘批发
机加工刀具的选择:(1)选取刀具时,要使刀具的尺寸与被加工工件的表面尺寸相适应。生产中,平面零件周边轮廓的加工,常采用立铣刀;铣削平面时,应选硬质合金刀片铣刀,加工凸台、凹槽时,选高速钢立铣刀;加工毛坯表面或粗加工孔时,可选取镶硬质合金刀片的玉米铣刀;对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、锥形铣刀和盘形铣刀。(2)在经济型数控机床的加工过程中,由于刀具的刃磨、测量和更换多为人工手动进行,占用辅助时间较长,因此,必须合理安排刀具的排列顺序。深圳航空铝铝刀盘批发铝刀盘在车削、开槽、切削、钻孔等方面得到了普遍的应用。
关于铣刀磨损的防止措施:(l)合理选择铣刀刀片牌号:应采用韧性高、抗热裂纹敏感性小,且具有较好耐热性和耐磨性的刀片材料。例如:铣削钢时,可采用YS30、YS25等牌号刀片;铣削铸铁时可选用YD15等牌号刀片可防止铣刀磨损。(2)合理选用铣削用量:在一定加工条件下,存在一个不产生破损的安全工作区域,。选择在安全工作区内的Vc和ƒz,能保证铣刀正常工作,防止铣刀磨损。(3)合理选择工件与铣刀之间的相对位置:合理地选择面铣刀安装位置对减少面铣刀磨损起着重要作用。
铣刀类型的选择。A、加工较大平面选择面铣刀,B、加工凸台、凹槽、小平面立铣刀,C、加工毛坯面和粗加工孔选择镶硬质合金玉米铣刀,D、曲面加工选择球头铣刀,E、加工空间曲面模具型腔与凸模表面选择模具铣刀,F、加工封闭键槽选键槽铣刀,等等。2)、铣刀参数的选择。A、面铣刀主要参数选择。a)、标准可转位面铣刀直径在Φ16-Φ630):粗铣时直径选小的,精铣时铣刀直径选大的,b)、依据工件材料和刀具材料以及加工性质确定其几何参数:铣削加工通常选前角小的铣刀,强度硬度高的材料选负前角,工件材料硬度不大选大后角、硬的选小后角,粗齿铣刀选小后角,细齿铣刀取大后角,铣刀的刃倾角通常在-5--15度,主偏角在45-90度。铝刀盘刀具所需的功率应在机床的功率范围内,也可以以机床主轴的直径作为选择的依据。
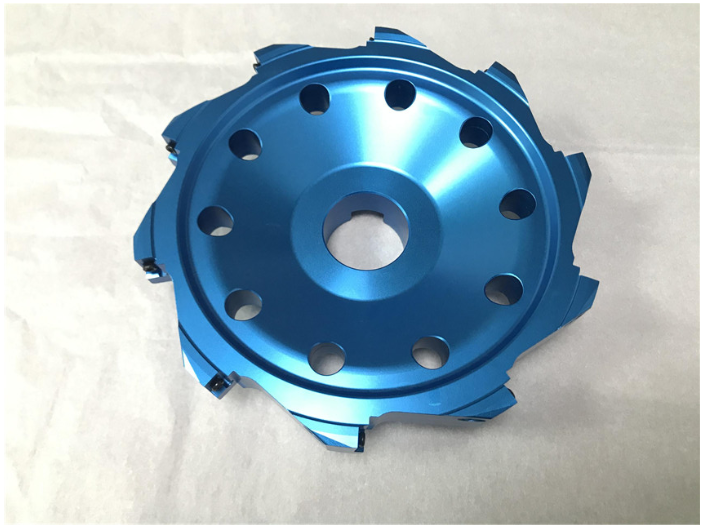
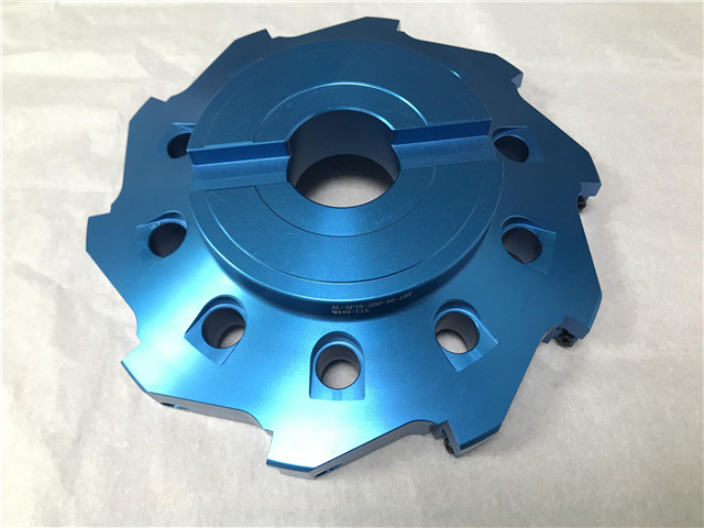
铝刀盘的出现解决重量问题,同时减轻主轴负荷,增长机床使用寿命,更提高加工效率;降低刀具成本(降低刀具成本主要体现在PCD刀片上)。铝合金微调刀盘,配小刀夹调整刀尖高低,使每个刀尖高度一致0.01内,完成比较好切削效果。还配刀盘直接调节,达到粗精一次完成,为客户节约换刀时间,提高产品生产效率;配合PCD金刚刀具,提高加工产品镜面光洁度。产品还可以根据客户要求,调整动平衡,使刀盘在比较好状态加工,发挥刀盘比较大价值,为客户创造更多回报。铝刀盘的刀具固定底盘的正面设有若干刀具,所述刀具固定底盘的几何中心位置设有安装孔。深圳新型铝刀盘销售
铝刀盘则应主要考虑机床的旋转是否能达到刀具的切削速度(60m/min)。深圳航空铝铝刀盘批发
我们在选择铝刀盘的时候,铝刀盘的刀片有没有检查过?1、但压制刀片的表面不如磨削刀片紧密,尺寸精度差,铝刀盘体上的刀头高度差异更大。由于冲压刀片价格低廉,因此在生产中得到了普遍的应用。2、研磨大前角刀片,可用于研磨粘性材料(如不锈钢)。锋利刀片的剪切作用减少了刀片和工件材料之间的摩擦,切屑可以更快地离开刀片前部。3、作为另一种组合,加压刀片可以安装在大多数铝刀盘的刀片座上,带有抛光的刮片。刮片可以获得比压片更好的表面粗糙度。刮片的应用可以减少循环时间和成本。刮削技术是一种先进的技术,已普遍应用于车削、坡口切割和钻孔等领域。深圳航空铝铝刀盘批发
深圳市二荣科技有限公司专注技术创新和产品研发,发展规模团队不断壮大。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。深圳市二荣科技有限公司主营业务涵盖铝刀盘,五金塑胶,五金件,电子产品,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。一直以来公司坚持以客户为中心、铝刀盘,五金塑胶,五金件,电子产品市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。