-

-
深圳市二荣科技有限公司
-
13632560173

热门搜索:

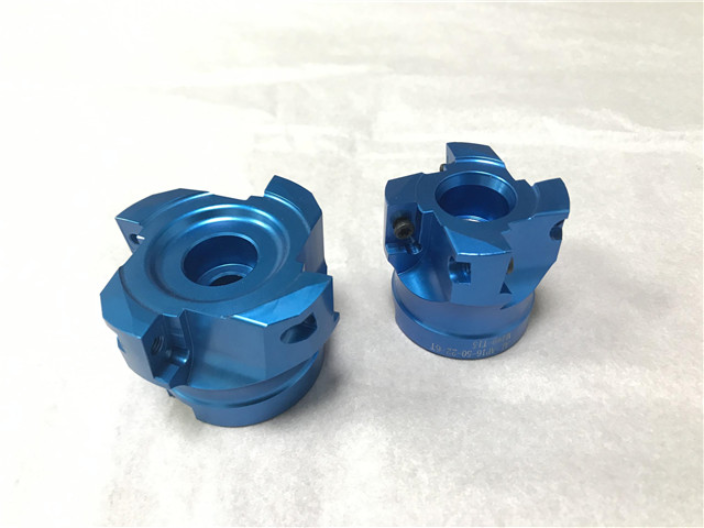
刀具磨损过程、磨钝标准及刀具寿命。1、刀具磨损过程随着切削时间的延长,刀具磨损增加,深圳精加工铝刀盘作用。刀具磨损过程可分为三个阶段:1.初期磨损阶段2,深圳精加工铝刀盘作用.正常磨损阶段3.急剧磨损阶段。刀具磨钝标准,刀具磨损到一定限度就不能继续使用。这个磨损限度称为磨钝标准。规定后刀面上均匀磨损区的高度VB值作为刀具的磨钝标准。刀具的耐用度(刀具寿命),一把新刀(或重新刃磨过的刀具)从开始切削至磨损量达到磨钝标准为止所经历的实际切削时间,称为刀具的耐用度,用T分钟表示。又称为刀具寿命,深圳精加工铝刀盘作用。铝刀盘通过剩余寿命评估和失效机理分析,结合部件分解时的测量数据。深圳精加工铝刀盘作用
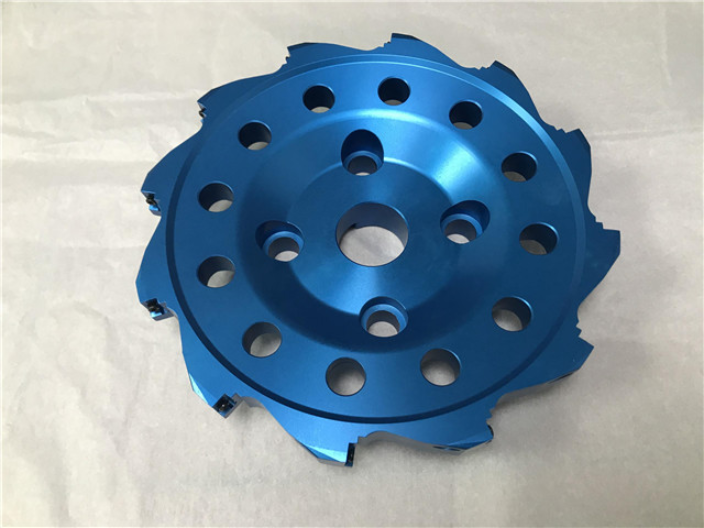
包管加工制止屑,也是控制温升的有效途径。一样平常在金属加工中大量的切削热孕育产生在切屑上,有效地断屑会使加工中孕育产生的大量切削热被切屑带走。通常环境下,在加工中我们不盼望有长的切屑孕育产生。对付难加工质料的加工更应该过细,特别是对付粗加工工序,在整个加工体系刚性容许的环境下,应只管即便使其在整个加工进程中孕育产生断屑,只管即便接纳逆铣要领,使形成的铁屑由厚变薄,并且铁屑形状为“9”字形、“6”字形或“C”字形。深圳数控铝刀盘定制铝刀盘刀具固定底盘背面谁有多个卡槽。
机加工刀具的选择:(1)选取刀具时,要使刀具的尺寸与被加工工件的表面尺寸相适应。生产中,平面零件周边轮廓的加工,常采用立铣刀;铣削平面时,应选硬质合金刀片铣刀,加工凸台、凹槽时,选高速钢立铣刀;加工毛坯表面或粗加工孔时,可选取镶硬质合金刀片的玉米铣刀;对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、锥形铣刀和盘形铣刀。(2)在经济型数控机床的加工过程中,由于刀具的刃磨、测量和更换多为人工手动进行,占用辅助时间较长,因此,必须合理安排刀具的排列顺序。
刀具刃口的强化,刀具刃口钝化技术越来越多的被行业从业者重识起来,涂层刀具在涂层前必须经过刀口的钝化处理,才能解决刃磨后的刀具刃口微观缺口的缺陷,使其锋值减少或消除,达到圆滑平整,既锋利坚固又耐用的目的。针对不同的刀具刃口问题应采取不同的改进办法,但不论哪种改进方法,都得保证加工质量的前提下,追求生产的效益性。比如降低转速、加大冷却能有效应对刃口磨损、热变形、热裂纹但是降低了不利于工件质量的保证,降低了生产效率;提高转速、提高进给里利于生产效率了但同时也对刀具材料的耐磨性、红硬性、耐冲击性提出了更高的要求 铝刀盘是依靠摩擦辊来转动的。
机械加工中几个常见刀具问题分享。加长铣刀铣键槽,因为滚筒外圆与轴头外圆间隔大,编制技术时预备了加长键槽铣刀,铣键槽时反映刀具颤动无法加工。在现场剖析了加工疑问因素,铣工师傅仍是按通常铣刀铣键槽的办法,先笔直进给再水平进给加工。因为铣刀加长后稳定性差,所以笔直进给形成刀具颤动。对此疑问应跳出惯例加工技术,选用先钻孔后铣槽的办法加工,即是先在键槽方位上钻出进刀孔,然后换加长铣刀铣槽,避开加长铣刀笔直进给形成的颤动,疑问很快得到解决。在日常的生活中我们经常可以见到铣刀盘,它的出现给我们带来了很大的便利。深圳机夹式铝刀盘价格
铝刀盘数字控制是20世纪中期发展起来的一种自动控制技术。深圳精加工铝刀盘作用
刀具系统(模块式工具系统):1、组成;刀片(刀具)、刀杆(或柄体)、主轴或刀片(刀具)、工作头、连接杆、主柄、主轴所组成。2、数控铣削刀具的选择。立铣刀主要参数选择。a)、刀具半径r应小于零件内轮廓较小曲率半径ρ。b)、零件的加工高度H≤(1/4-1/6)r。c)、不通孔或深槽选取l=H+(5~10)mm。d)、加工外形及通槽时选取l=H+rε+(5~10)mm。e)、加工肋时刀具直径为D=(5~10)b。f)、粗加工内轮廓面时,铣刀较大直径D。D=d+2[δsin(φ/2)-δ1]/[1-sin(φ/2)]。深圳精加工铝刀盘作用
深圳市二荣科技有限公司成立于2016-03-10,是一家专注于铝刀盘,五金塑胶,五金件,电子产品的**企业,公司位于松岗街道楼岗大道5号创裕工业园A-8号。公司经常与行业内技术*交流学习,研发出更好的产品给用户使用。公司业务不断丰富,主要经营的业务包括:铝刀盘,五金塑胶,五金件,电子产品等多系列产品和服务。可以根据客户需求开发出多种不同功能的产品,深受客户的**。公司会针对不同客户的要求,不断研发和开发适合市场需求、客户需求的产品。公司产品应用领域广,实用性强,得到铝刀盘,五金塑胶,五金件,电子产品客户支持和信赖。深圳市二荣科技有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到五金、工具行业内客户认可和支持,并赢得长期合作伙伴的信赖。